中华人民共和国国家标准
GB/T 22654-2008
蒸汽疏水阀 技术条件
中华人民共和国国家质量监督检验检疫总局
发布
中国国家标准化管理委员会
目 次
前言.................................................................I
1范围.............................................................1
2规范性引用文件.........................................1
3参数.............................................................2
4技术要求.....................................................2
4.1压力-温度 额定值...................................2
4.2结构长度..................................................2
4.3 连接端.....................................................2
4.4 阀体.........................................................2
4.5 过滤网.....................................................3
4.6 内件.........................................................3
4.7外观...........................................................3
4.8 材料..........................................................3
4.9性能要求...................................................3
4.5 过滤网.......................................................3
4.6 内件...........................................................3
4.7外观............................................................3
4.8 材料...........................................................3
4.9性能要求....................................................3
5试验方法和检验规则....................................4
5.1试验方法.....................................................4
5.2检验规则.....................................................4
6 标志...............................................................5
7 供货要求.......................................................5
附录A(资料性附录)蒸 汽疏水阀订货合同数据表...........6
前 言
本标准自实施之日起,JB/T 9093- 1999《 蒸汽疏水阀技术 条件》作废。
本标准的附录A为资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国阀门标准化技术委员会(SAC/TC 188)归口。
本标准起草单位:北京市阀门总厂(集团)有限公司、福建省泉州市英侨阀门有限公司、甘肃红峰机械有限责任公司。
本标准主要起草人:张清双、洪有福、张云龙。
蒸汽疏水阀 技术条件
1范围
本标准规定了蒸汽疏水阀的参数.技术要求、试验方法、试验规则、标志和供货要求等内容。
本标准适用于公称压力不大于PN260 ,公称尺寸不大于DN150,介质温度不大于550℃的机械型、热静力型和热动力型蒸汽疏水阀(以下简称疏水阀)。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注8期的引用文件,其最新版本适用于本标准。
GB150钢制压力容器
GB/T 1047管道元件 DN(公称尺寸)的定义和选用(GB/T 1047- 2005 ,ISO 6708:1995 ,MOD)
GB/T 1048管道元件 PN(公称压力)的定义和选用(GB/T 1048- -2005, ISO/CD 7268; 1996,MOD)
GB/T 1184- 1996 形状和位置公差 未注公 差值(eqv ISO 2768-2:1989)
GB/T 1220不锈钢棒
GB/T 7306.1 55°密封管螺纹 第 1部分:圆柱内螺纹与圆锥外螺纹(GB/T 7306. 1- -2000,eqv ISO 7-1:1994)
GB/T 7306.255°密封管螺纹 第 2部分:圆锥内螺纹与圆锥外螺纹(GB/T 7306. 2- -2000,eqv ISO 7-1:1994)
GB/T 7306.2 55°密封管螺纹 第2部分:圆锥内螺纹与圆锥外螺纹(GB/T 7306. 2- -2000,eqv ISO 7-1:1994)
GB/T 9113(所有部分)整 体钢制管法兰
GB/T 9115(所有部分)对焊 钢制管法兰
GB/T 9117 (所有部分)承插焊 钢制管法兰
GB/T9124钢制管法兰 技术条件
GB/T 12224钢制阀门 - 般要求(GB/T 12224- 2005 ,ASTM B16. 34a: 1998,NEQ)
GB/T 12225通用阀门铜 合金铸件技术条件
GB/T 12226通用阀门灰铸铁件 技术条件
GB/T 12227通用阀门球墨铸铁件技术 条件
GB/T 12228通用阀门碳素 钢锻件技术条件
GB/T 12229通用阀门碳 素钢铸件技术条件
GB/T 12230通用阀门不锈 钢铸件技术条件
GB/T 12250蒸汽疏水阀术语 .标志、结构长度(GB/T 12250- -2005 ,ISO 6552: 1980,NEQ)
GB/T 12251蒸汽疏水阀
试验方法(GB/T 12251--2005 , ISO 6948:1981,NEQ)
GB/T 12716 60°密 封管螺纹(GB/T 12716- -2002 ,eqv ASME B1. 20. 1:1992)
GB/T 17241.6整体铸铁管法兰(GB/T 17241. 6- -1998 ,neq ISO 7005-2:1988)
GB/T 17241.7铸铁管法兰技术条件(GB/T 17241. 7- 1998,neq IsO 7005-2:1988)
JB/T 106阀门的标志和涂漆
JB4726压力容器用碳素钢和低合金钢锻件
JB4728压力容器用不锈钢锻件
JB/T 5263电站阀门铸 钢件技术条件
JB/T 7746紧凑型钢制阀门(JB/T 7746- 2006 ,API 602- -1998 ,NEQ)
JB/T 7928通用阀门供货要求
JB/T9625锅炉管道附件承压铸钢件技术条件
JB/T 9626锅炉锻件技术条件
3参数
3.1公称压力
疏水阀的公称压力不大于PN260,并应符合GB/T 1048的规定。
3.2公称尺寸
疏水阀的公称尺寸不大于DN150 ,并应符合GB/T 1047的规定。
4技术要求
4.1压力-温度额定值
4.1.1疏水阀的压力-温度额定值由壳体材料及内件材料的压力-温度额定值中较小的值确定。
4.1.2钢制疏水阀的压力-温度额定值按GB/T 12224的规定。
4.1.3铁制疏水 阀的压力-温度额定值按GB/T 17241.7的规定。
4.1.4疏水阀的压力-温度额定值作为疏水阀的最高允许压力和最高允许温度,其值不小于疏水阀的最高工作压力、最高工作温度。
4.2结构长度疏水阀的结构长度按GB/T 12250的规定,或按订货合同的要求。
4.3连接端
4.3.1 钢制疏水阀法兰连接端按GB/T 9113、GB/T 9115和GB/T 9117的规定,密封面表面粗糙度按GB/T 9124的规定,或按订货合同要求;铁制疏水阀法兰连接端按GB/T 17241.6的规定,密封面表面粗糙度按GB/T 17241. 7的规定,或按订货合同要求。
4.3.2钢制疏水阀承插焊连接端部按JB/T7746的规定,或按订货合同要求;钢制疏水阀对接焊连接端按GB/T 12224的规定,或按订货合同要求。
4.3.3螺纹连接端按GB/T 7306. 1、GB/T 7306. 2、GB/T 12716的规定,或按订货合同要求。
4.4 阀体
4.4.1阀体应当是铸造和锻造成型,若阀体端法兰需要采用焊接时,应采用承插焊或对接焊形式,法兰应是锻造材料。该法兰与阀体的焊接应按GB150的规定,并应按材料的特性进行相应的热处理。
4.4.2直通式疏水阀法兰连接的两端法兰密封面的平行度公差按GB/T 1184- -1996 中规定的10级精度。
4.4.3 直通式疏水阀螺纹连接的两端螺纹同轴度公差按GB/T 1184- 1996中规定的10级精度。
4.4.4连接法兰的螺栓孔轴线位置度公差应不大于螺栓与螺栓孔间隙的1/4,两侧法兰相对于螺栓孔同轴度公差应不大于螺栓与螺栓孔间隙的1/2.
4.4.5钢制疏水 阀壳体的最小壁厚按GB/T 12224的规定。铁制疏水阀壳体的最小壁厚按表1的规定。
4.4.6阀体和阀 盖可用法兰或螺纹连接。

4.5过滤网
4.5.1疏水阀应设有过滤网,不设过滤网的疏水阀应带有单独的过滤器。
4.5.2过滤网用板材冲制时其网孔孔径应不大于1 mm。
4.5.3过滤网流通面积应不小于疏水阀流通面积的1.5倍。
4.5.4过滤 网应有足够刚度,其焊缝应牢固可靠。
4.6 内件
4.6.1机械型疏水阀的杠杆、销轴等内件应保证动作灵活可靠,具有足够的强度和耐腐蚀性。
4.6.2热静力型疏水阀的驱动零件应有足够的刚度,在最高工作压力和温度下,动作应灵敏可靠。
4.6.3热动力型疏水阀的启闭件应具有足够的强度和耐磨性,动作灵敏可靠,不得有卡阻现象。
4.7外观
4.7.1除奥氏体不锈钢阀门外,其他金属的非加工外表面均应涂漆,涂漆层应采用耐久性的涂料,标志处的涂层应保证标志清晰。涂漆的颜色按JB/T 106的规定。特殊要求在订货合同中注明。
4.7.2加工过的外表面应涂易除去的防锈剂。除合同另有规定外,阀门内腔不得涂漆,但应采取防锈措施。
4.8材料
4.8.1壳体
壳体-般选用铜合金铸件、灰铸铁、球墨铸铁、奥氏体不锈钢、碳素钢、合金钢等材料,分别按
GB/T 12225、GB/T 12226、 GB/T 12227、 GB/T 12230、 GB/T 12229、 JB/T 5263. JB/T 9625.
GB/T 12228、JB/T 4728、JB/T 9626、JB/T 4726的规定,或按订货要求。
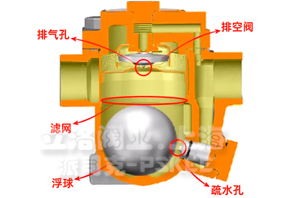
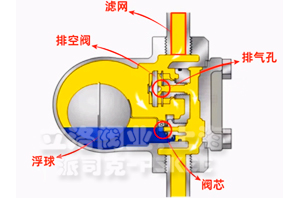
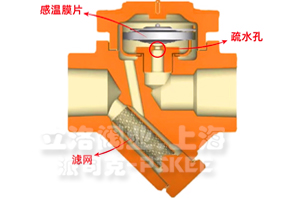
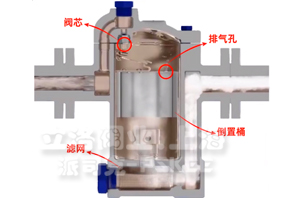
4.8.2浮球、金属片、阀片、膜盒 浮桶
自由浮球式疏水阀的浮球、双金属片式疏水阀的金属片、圆盘式疏水阀的阀片、膜盒式疏水阀的膜
盒及倒吊桶式疏水阀的浮桶等元件应选用不锈钢制造,并符合GB/T1220的规定。
4.9性能要求
4.9.1壳体强度
在规定的时间内,承受1.5倍公称压力后,壳体不得有渗漏,内件不得有残留变形。
4.9.2动作
向疏水阀通人蒸汽时,疏水阀应关闭,再引入一定负荷率的热凝结水时,疏水阀应开启。凝结水排出后疏水阀应重新关闭。
4.9.3工作压力
最高工作压力不大于设计给定值,最低工作压力不小于设计给定值。
4.9.4最高背压率 .
4.9.4.1机械型不小于 80%。
4.9.4.2 热动力型不小于50%,其中脉冲式不小于25%。
4.9.4.3热静 力型不小于30%。
4.9.5排除空气和其他不凝性气体时不能有气堵现象。
4.9.6过冷度
最大过冷度和最小过冷度不大于设计给定值。
4.9.7漏汽率
4.9.7.1除脉冲式和孔 板式外,负荷率在(6士3) %的条件下,疏水阀的有负荷漏汽率应不大于3%。
4.9.7.2 机械型和热静力型疏水阀的无负荷漏汽率应不大于0. 5%。
4.9.8排量
给定过冷度的热凝结水排量按设计值或订货合同的规定。
4.9.9自动排气功能
疏水阀应具有自动排气功能。
5试验方法和检验规则
5.1试验方法
性能试验方法按GB/T 12251的规定。.
5.2检验规则
5.2.1出厂 试验
疏水阀的出厂试验项目按表2的规定,出厂试验须逐台进行,检验合格方可出厂。
4.5过滤网
4.5.1疏水阀应设有过滤网,不设过滤网的疏水阀应带有单独的过滤器。
4.5.2过滤网用板材冲制时其网孔孔径应不大于1 mm。
4.5.3过滤网流通面积应不小于疏水阀流通面积的1.5倍。
4.5.4过滤 网应有足够刚度,其焊缝应牢固可靠。
4.6 内件
4.6.1机械型疏水阀的杠杆、销轴等内件应保证动作灵活可靠,具有足够的强度和耐腐蚀性。
4.6.2热静力型疏水阀的驱动零件应有足够的刚度,在最高工作压力和温度下,动作应灵敏可靠。
4.6.3热动力型疏水阀的启闭件应具有足够的强度和耐磨性,动作灵敏可靠,不得有卡阻现象。
4.7外观
4.7.1除奥氏体不锈钢阀门外,其他金属的非加工外表面均应涂漆,涂漆层应采用耐久性的涂料,标志处的涂层应保证标志清晰。涂漆的颜色按JB/T 106的规定。特殊要求在订货合同中注明。
4.7.2加工过的外表面应涂易除去的防锈剂。除合同另有规定外,阀门内腔不得涂漆,但应采取防锈措施。
4.8材料
4.8.1壳体
壳体-般选用铜合金铸件、灰铸铁、球墨铸铁、奥氏体不锈钢、碳素钢、合金钢等材料,分别按
GB/T 12225、GB/T 12226、 GB/T 12227、 GB/T 12230、 GB/T 12229、 JB/T 5263. JB/T 9625.
GB/T 12228、JB/T 4728、JB/T 9626、JB/T 4726的规定,或按订货要求。
4.8.2浮球、金属片、阀片、膜盒 浮桶
自由浮球式疏水阀的浮球、双金属片式疏水阀的金属片、圆盘式疏水阀的阀片、膜盒式疏水阀的膜
盒及倒吊桶式疏水阀的浮桶等元件应选用不锈钢制造,并符合GB/T1220的规定。
4.9性能要求
4.9.1壳体强度
在规定的时间内,承受1.5倍公称压力后,壳体不得有渗漏,内件不得有残留变形。
4.9.2动作
向疏水阀通人蒸汽时,疏水阀应关闭,再引入一定负荷率的热凝结水时,疏水阀应开启。凝结水排出后疏水阀应重新关闭。
4.9.3工作压力
最高工作压力不大于设计给定值,最低工作压力不小于设计给定值。
4.9.4最高背压率 .
4.9.4.1机械型不小于 80%。
4.9.4.2 热动力型不小于50%,其中脉冲式不小于25%。
4.9.4.3热静 力型不小于30%。
4.9.5排除空气和其他不凝性气体时不能有气堵现象。
4.9.6过冷度
最大过冷度和最小过冷度不大于设计给定值。
4.9.7漏汽率
4.9.7.1除脉冲式和孔 板式外,负荷率在(6士3) %的条件下,疏水阀的有负荷漏汽率应不大于3%。
4.9.7.2 机械型和热静力型疏水阀的无负荷漏汽率应不大于0. 5%。
4.9.8排量
给定过冷度的热凝结水排量按设计值或订货合同的规定。
4.9.9自动排气功能
疏水阀应具有自动排气功能。
5试验方法和检验规则
5.1试验方法
性能试验方法按GB/T 12251的规定。.
5.2检验规则
5.2.1出厂 试验
疏水阀的出厂试验项目按表2的规定,出厂试验须逐台进行,检验合格方可出厂。

5.2.2型式试验
5.2.2.1有下列情况之- -时,应提供1~2台阀门进行型式试验,试验合格后方可成批生产:
a)新产品试制定型鉴定;
b)正式生产后,如结构、材料、工艺有较大改变可能影响产品性能时;
c) 产品长期停产后恢复生产时。
5.2.2.2有下列情况之 一时,应抽样进行型式试验:
a)正常生产时 ,定期或积累- -定产量后,应进行周期性检验;b)国家质量监督机构提出进行型式检验的要求时。
5.2.2.3型式试验项 目按表2的规定。
5.2.2.4抽样方法
抽样可以在生产线的终端经检验合格的产品中随机抽取,也可以在产品成品库中随机抽取,或者从已供给用户但未使用并保持出厂状态的产品中随机抽取。每-一个规格供抽取的最少基数不少于20台,抽取数为3台。到用户抽样时,供抽样的最少基数不受限制,抽样数仍为3台。
6标志
标志按GB/T 12250的规定。
7供货要求
供货要求按JB/T 7928的规定。